
 中 文
中 文 Russian
Russian Japanese
Japanese Spanish
Spanish English
English Arabic
Arabic Portuguese
Portuguese Korean
Korean Vietnamese
Vietnamese Thai
Thai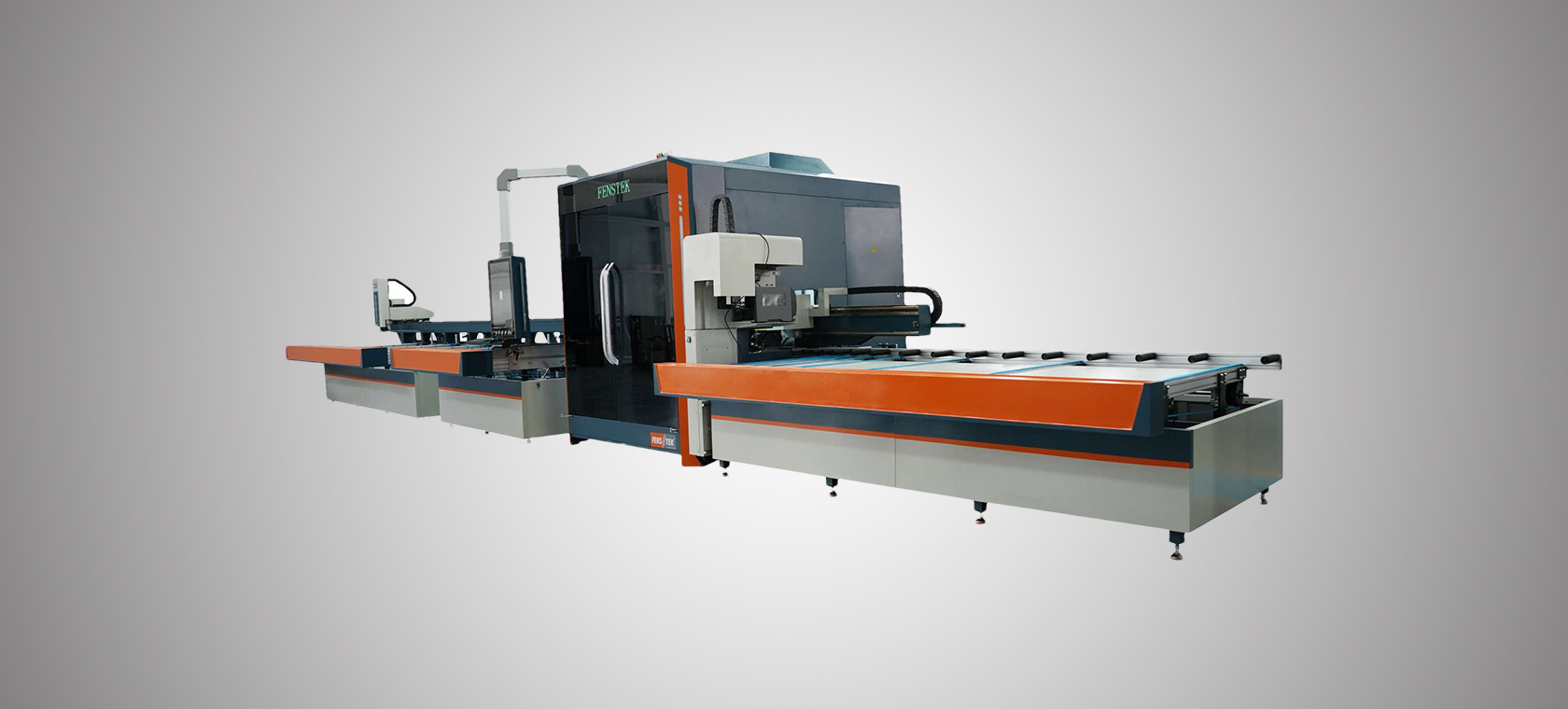


Caractéristiques :
1. ☆ Composée de trois sections : zone d'alimentation, zone d'usinage et zone d'évacuation.
2. ☆ La zone d'usinage comprend deux unités indépendantes : perçage et fraisage, et sciage.
3. ☆ L'unité de sciage assure efficacement l'alimentation mixte de la machine principale. Elle est équipée
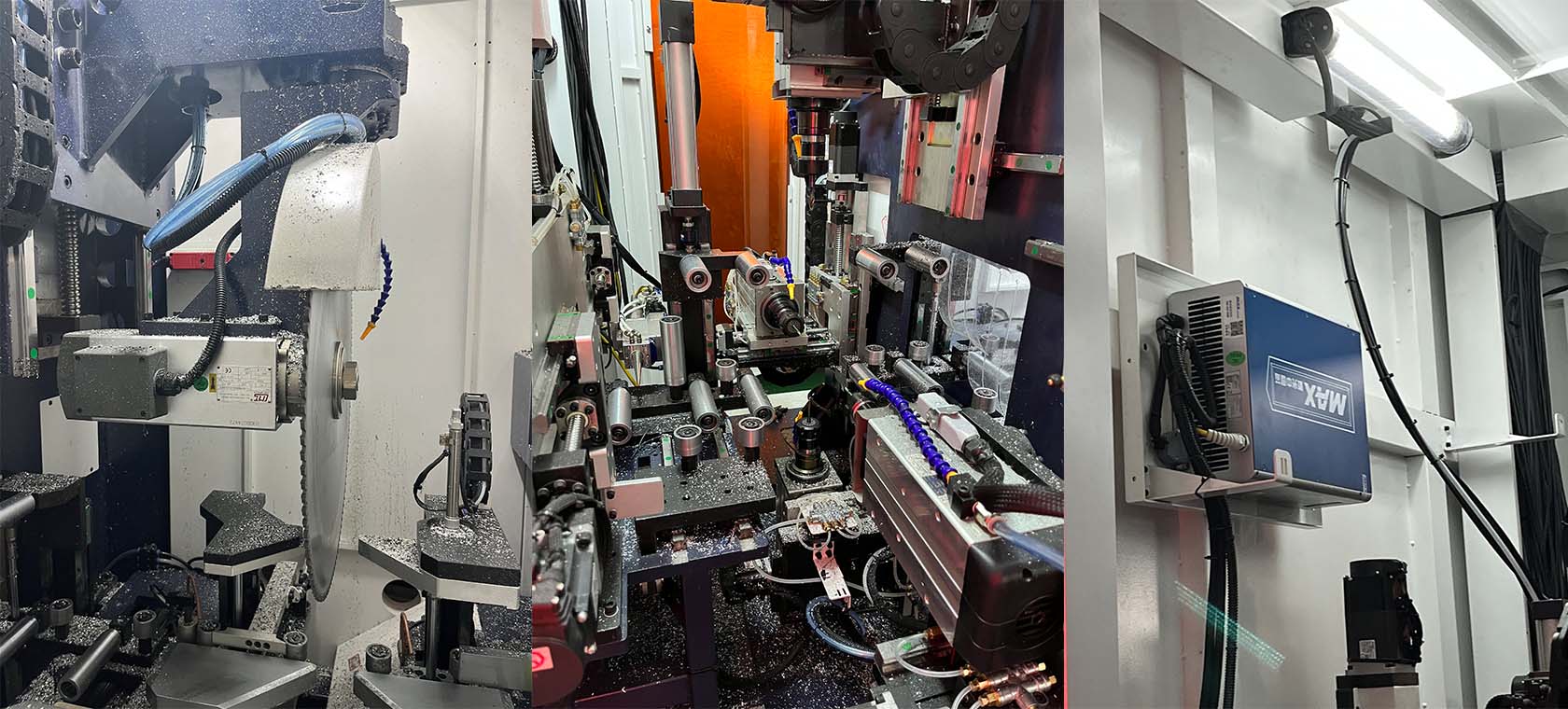
de broches électriques positionnées au-dessus, en dessous, à l'avant et à l'arrière du profilé, entraînées par deux groupes de systèmes à trois axes, permettant ainsi le fraisage simultané sur deux broches. Une tête de marquage laser est positionnée à l'avant et une tête de découpe laser à l'arrière, permettant ainsi des opérations complètes de fraisage, de marquage laser et de découpe.
5. ☆ La fraiseuse et la tête de marquage laser avant peuvent fonctionner horizontalement (0°) et selon des angles d'inclinaison de 10°, 20° et 30°, permettant le sciage de profilés en aluminium à des angles de 45°, 90° et 135°, ainsi que le sciage à n'importe quel angle compris entre 45° et 135°.
6. ☆ L'unité de perçage et de fraisage, située à l'arrière, est équipée d'un système d'évitement automatique lors d'opérations telles que la réalisation de rainures de drainage dissimulées.
7. ☆ La fraiseuse et la tête de découpe laser arrière peuvent également fonctionner horizontalement (0°) et selon des angles d'inclinaison de 10° (ou 15°), permettant un évitement automatique lors d'opérations telles que le perçage de trous inclinés.
8. ☆ La table de travail est dotée d'une surface de positionnement arrière fixe pour le serrage et le positionnement pendant la découpe, optimisant ainsi la précision de coupe.
9. ☆ Le mécanisme de serrage horizontal de la table de travail comprend un dispositif de serrage à double couche pour accueillir des profilés plus hauts, améliorant ainsi la stabilité.
10. ☆ La table de travail se déplace horizontalement pour faciliter l'évacuation des déchets pendant le sciage, assurant ainsi une sortie de matériau fluide et prolongeant la durée de vie de la lame.
11. ☆ La table de travail permet également la découpe d'angles de protection des profilés de châssis, en coordination avec la tête de sciage.
12. ☆ Équipée d'un dispositif de flottaison à air, la table de travail assure un positionnement précis tout en nettoyant et en refroidissant le dessous du profilé, permettant une alimentation flottante de précision et évitant le décollement du film protecteur.
13. ☆ Le système d'alimentation dispose d'une fonction d'alignement des matériaux étroits, facilitant le transport et la découpe verticale de profilés fins et instables.
14. ☆ La conception compacte de l'unité de perçage et de fraisage minimise le débordement du profilé pendant l'usinage.
15. ☆ Un passage de maintenance entre l'unité de perçage et de fraisage et le mécanisme d'alimentation facilite le remplacement des outils et la maintenance.
16. ☆ La conception intégrée comprend un système centralisé d'aspiration des poussières et d'évacuation des copeaux, garantissant un environnement de production propre en séparant les copeaux des profilés.
17. ☆ Équipé de dispositifs automatiques d'impression et de collage de codes-barres (codes QR), facilitant l'étiquetage automatique et la création d'un système d'usine numérique E-Work.
18. ☆ La tête de découpe laser est équipée d'un servo-focalisation pour le traitement de profils de différentes sections.
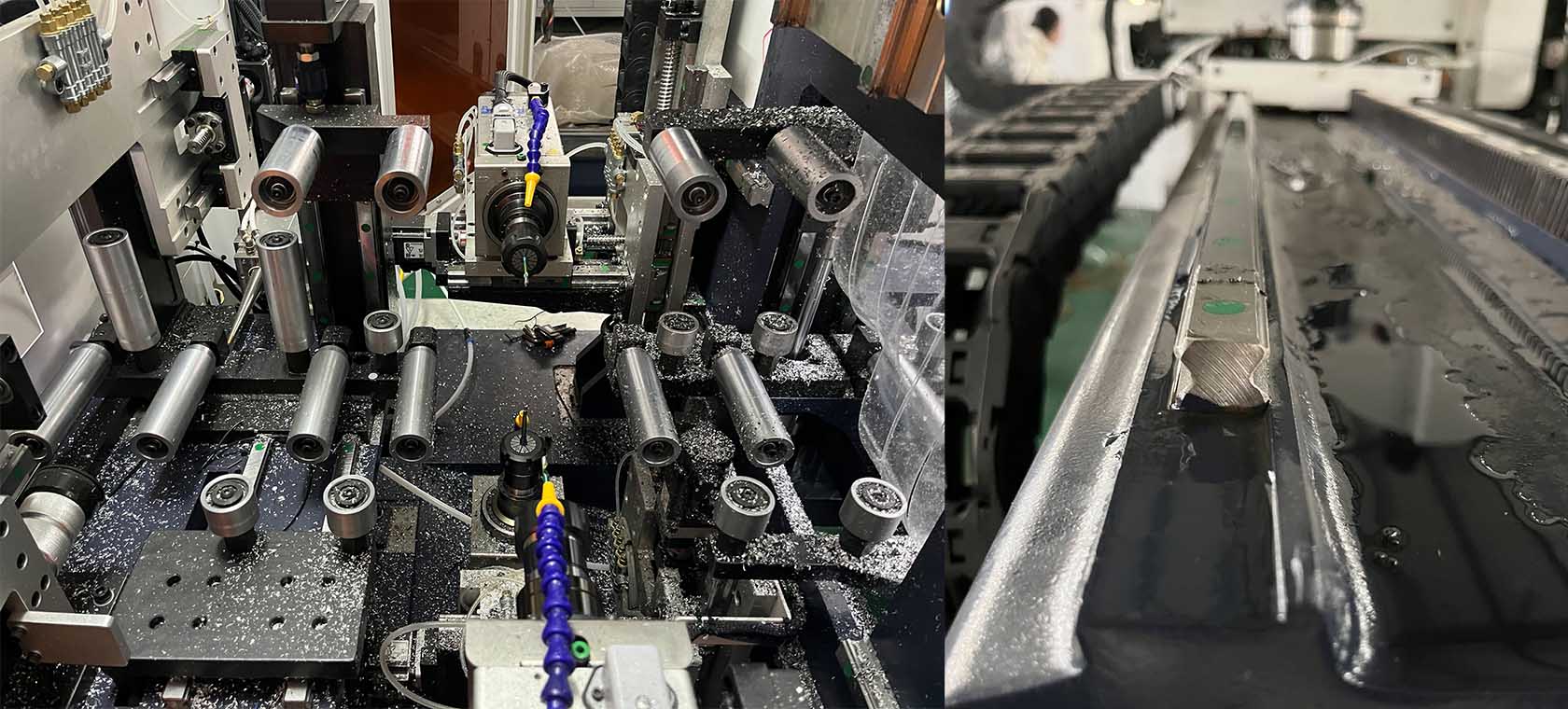
19. ☆ Des rails de guidage linéaires de haute précision garantissent un fonctionnement fluide et une grande précision d'usinage.
20. ☆ Le manipulateur d'alimentation utilise des servomoteurs pour le contrôle automatique des axes X, Y et Z, avec une rotation de 0 à 360° également possible grâce à un autre servomoteur. Il serre automatiquement les profils en fonction de leur section et utilise une transmission par engrenages et crémaillère de haute précision pour une alimentation précise.
21. ☆ La liaison directe du moteur à la lame de scie assure une coupe stable et de haute précision.
22. Les fonctions de sciage servo-motorisées permettent des mouvements rapides, opérationnels et de retour, améliorant ainsi l'efficacité d'usinage.
23. ☆ Un système CNC de haute précision garantit un fonctionnement stable et fiable de l'équipement.
24. ☆ Le manipulateur d'évacuation, équipé d'un servo-moteur, permet une évacuation et un positionnement rapides et peut évacuer automatiquement des matériaux d'une longueur minimale de 240 mm.
25. ☆ Les rails de guidage linéaires et les vis à billes sont équipés d'un système de lubrification automatique, ce qui améliore la précision et la durée de vie.
26. ☆ Des caméras haute résolution et des écrans LCD permettent une surveillance en temps réel des opérations de sciage.
27. ☆ Un compresseur d'air spécialisé pour la découpe laser garantit la précision de coupe.
28. ☆ Un refroidisseur d'eau dédié au système laser assure un fonctionnement stable de ce dernier.
Main accessory | |
CNC system | Delta |
Laser head | Shenzhen MAX |
Cutting Motor | GMT |
Linear guide rail | HIWIN |
Servo system | Inovance |
Low voltage electrical | Siemens/Schneider |
Pneumatic components | AirTAC |
Tank chain | IGUS |
Parameter | |
Saw Blade Specifications | Ф550×Ф30×4.4×144T (Diamond) |
Saw Motor Power | 3.0 kW |
Total Power Capacity | 27 kw |
Drilling and Milling Electric Spindle Power | 6 kW × 4 |
Input Voltage | 380V 50Hz |
Working Air Pressure | 0.5~0.8 MPa |
Air Consumption | 150 L/min |
Laser Cutting Power | 1.5-2kw |
Laser Marking Power | 30W |
Cutting Profile range | 20*25~150*150mm |
Maximum Raw Material Length | 7000 mm |
Minimum Raw Material Length | 1500 mm |
Any Angle Error: | ±5′ |
Sawing Length Accuracy: | ±0.15 mm |
Repeat Positioning Error: | ±0.05 mm |
Dimensions | 16000×4500×2450 mm |
Total Weight | 8500 kg |